
科研/生产/销售为一体的烙铁头制造商
联系我们:13986425268 舒先生
13986427928 李小姐
科研/生产/销售为一体的烙铁头制造商
联系我们:13986425268 舒先生
13986427928 李小姐
联系人:舒先生
电话:13986425268
联系人:李小姐
电话:13986427928
电话:0711-3243001
Q Q:691495982
网址:www.jinruik.com
厂家淘宝直销店铺:金瑞康烙铁头厂
地址:湖北省鄂州市鄂城区鄂州经济开发区共青港路与滨港路交汇处
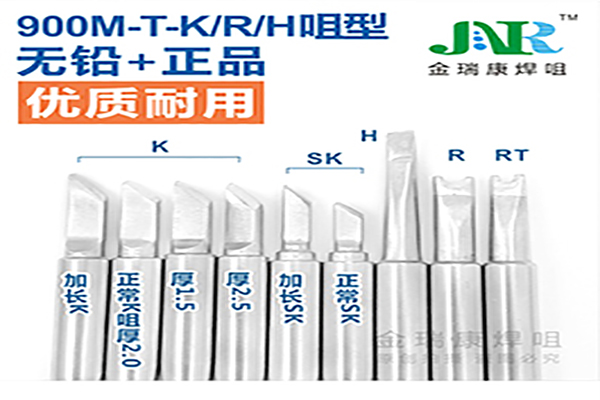
通着电长期未运用:优质无铅烙铁咀烙铁头的质量欠好,简单呈现这种状况。用砂纸先把氧化的烙铁头弄洁净,然后插上电源,头浸入松香,当松香开始融化成粘稠状,取出烙铁,用焊丝挂上锡,略微多点不要紧,然后在一块焊版上反复拖锡,将烙铁头均匀涂满即可。a、一般无铅烙铁咀直销焊接烙铁头温度控制原则能够参考一下。 一般在焊接过程中温度的根本控制原则是 如果是常常焊接无铅产品,主张温度调到350-400度左右。如果是焊接有铅产品(不主张运用,对人体危害大),能够调到340度就能够。

在大尺度优质无铅烙铁咀电感线圈的焊锡过程中,你是否有遇到过烙铁熔锡慢,第一个焊锡还过得去,等到接连焊锡的时分甚至焊不动了。情急之下,你就把烙铁温度调到了最高位,眼见着烙铁头一碰触线圈,温度哗哗的往下掉,焊到一半又焊到动了,人说气人不气人。产生所有这些情况,深层次的原因只要一个,那就是你的烙铁小了,功率不够,在很多损失热量时,后续的功率无法即时转化成热量弥补给烙铁头,导致温度快速下降。工欲擅其事,必先利其器。是时分换一个无铅烙铁咀直销大功率焊台了。
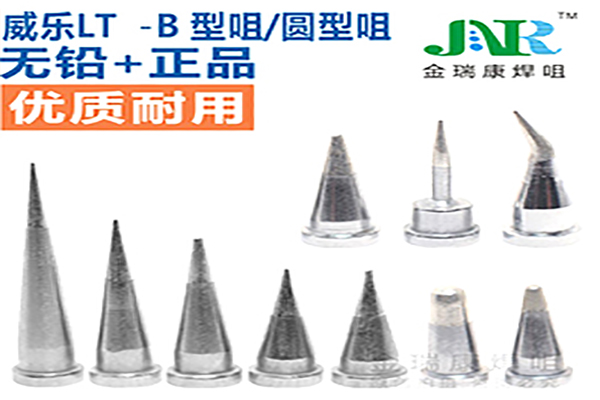
优质无铅烙铁咀锡是在头部,是粘锡的部位。镍起到镀铁层防锈的效果,并且便于后面镀鉻。鉻不粘锡,避免运用时锡往烙铁头身体上跑。一般烙铁头镀鉻时间在5分钟以上,一般的装修镀鉻都在1分钟左右。鉻能够镀银白色的或许黑鉻。锡往无铅烙铁咀直销烙铁头上跑是因为镀鉻层太薄或没镀好,没有起到避免爬锡的效果。
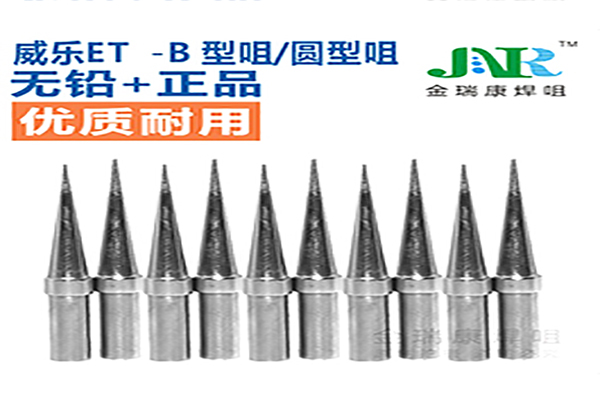
优质无铅烙铁咀焊丝的供应办法:焊丝的供应至少应该掌握3个要领,即供应时刻、方位和数量。供应时刻:原则上是被焊件升温到达焊料的熔化温度就要立即送上焊锡丝。供应方位:应是在无铅烙铁咀直销烙铁与被焊件之间而且应当尽量靠近焊盘。供应数量:应根据被焊件与焊盘的大小来决议,焊锡盖住焊盘后焊锡高于焊盘直径的三分之一即。



